Các sản phẩm
Các sản phẩm









Phụ gia niken bán sáng
Ni-331 chất tăng trắng bán sáng Ni
Mô tả:
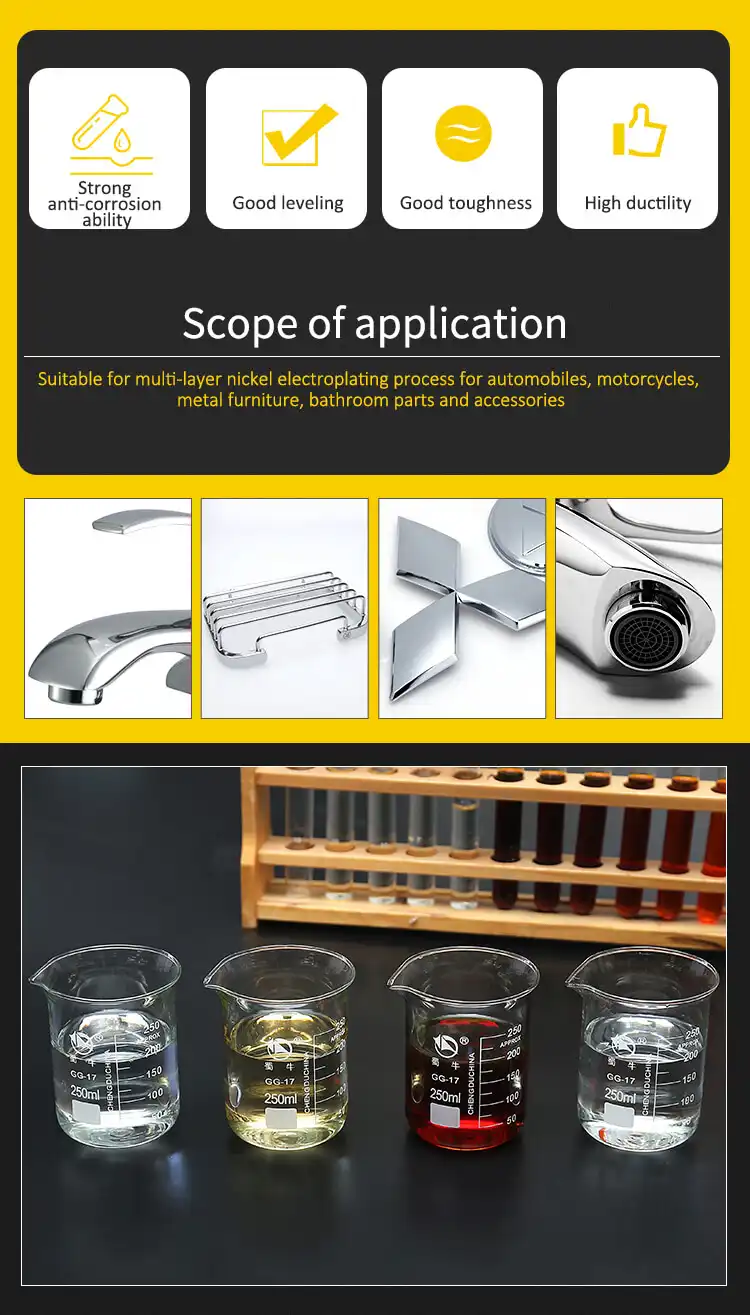
Ni -331. Một Quy trình mạ niken không chứa lưu huỳnh mới, có thể tạo ra độ dẻo tốt, ánh sáng vừa phải, độ lấp đầy tốt của lớp phủ. Quy trình mạ niken như một lớp sơn lót nhiều lớp, cho các miếng sắt và đồng, đúc khuôn kẽm và đánh bóng bề mặt đồng. Bởi vì có độ dày lớp phủ vừa phải, lớp phủ liên kết này cung cấp khả năng bảo vệ chống ăn mòn cao hơn (đặc biệt trong thử nghiệm Step, CASS và Corrodkote trong). Không cần thanh lọc hàng loạt định kỳ.

Phạm vi thành phần của bồn tắm (bồn tắm mới) Giá trị khuyến nghị (liều lượng cụ thể tùy thuộc vào tình hình thực tế)
Nickel Sulfate225-375g / l300 g / l
Nickel clorua30.0 -37,5 g / l34,0 g / l
Axit boric 41-50 g / l45 g / l
Ni -331A Chất làm mềm 8-12 ml / L1 2 ml / L
Ni -331B Chất làm mềm 0,5 - 2,5ml / L1 ml / L
Ni -331C bổ sung 0,25-0,5 ml / L0,25 ml / L
Ni - 382 chất làm ướt1-3 ml / L2 ml / L
Điều kiện hoạt động:
PH (Máy đo PH) 3.6-4.0
nhiệt độ 54-60 ℃
Mật độ dòng điện cực âm 3-8 Ampe / dm ²
Mật độ dòng điện cực dương 1-3 ampe / DM ²
Khuấy Yêu cầu không khí khuấy động được lọc ở mức thấp -bộ thổi khí áp suất
bộ lọc Lọc liên tục qua than hoạt tính Darco S-51 hoặc G-60
thông gió Đề xuất cho thông gió
Thành phần bồn tắm
Hiệu ứng niken: thành phần niken được sử dụng được xác định dòng điện tối đa hệ số mật độ, có thể thực hiện được thông qua một cực dương được duy trì ở độ hòa tan không đổi, tuy nhiên, bể này có thể là trộn với các loại rãnh niken khác không hiệu quả, yêu cầu bổ sung muối niken Duy trì hàm lượng niken. Do hàm lượng clo bị giới hạn, nên duy trì lượng sunfat cao của niken để dải mật độ dòng điện càng rộng càng tốt. giá trị gia tăng niken và phân tích clo. Cách tốt nhất là thêm vật liệu bổ sung mong muốn, được trang bị vật liệu túi cực dương làm bằng túi lớn và nó được treo trong thùng có cánh khuấy để di chuyển thanh cực âm hoặc thông thường cho một thiết bị cụ thể để thêm thùng lớn.
hlorine
Duy trì hàm lượng clo có hai điểm khởi đầu rất quan trọng, đầu tiên, nó giúp hòa tan anốt; Thứ hai, nó có thể cải thiện hiệu quả dẫn điện. Tuy nhiên, hàm lượng clo không được vượt quá 13,5 g / l (tương đương với 45 gl / L niken clorua), nếu không sẽ làm hỏng nghiêm trọng màu sắc và tính chất vật lý của lớp phủ. Hàm lượng clo lớn tốt nhất khoảng 12 g / l (tương ứng với 40 g / L clorua niken).
Axit boric
Hàm lượng axit boric đối với giá trị PH được duy trì, độ đồng đều, độ bám dính và độ dẻo là khá quan trọng. Nó không được thấp hơn 45 g / l. Trừ khi hàm lượng niken trong thời gian cao bất thường, khi hàm lượng đạt đến giá trị này không có hại. Tiêu thụ axit do dây đai, theo phân tích đi lại sau khi thêm.
Chất làm mềm Ni-331A
Lưu ý: chất làm mềm Ni-331A có thể là vật liệu kim loại sắt và POP sử dụng mạ điện.
Chất làm mềm Ni-331A là cần thiết để có được lớp phủ mịn, bán sáng. Chất làm mềm Ni- 331A không tạo ra chất độc hại. Thông qua quá trình lọc carbon liên tục, sự mất mát của nó sẽ rất nhỏ. Chất làm mềm Ni- 331A được pha loãng với 2-3 lần lượng nước bằng nhau và thêm đều dọc theo toàn bộ bề mặt của bể. Tốc độ tiêu thụ có thể là 25ml mỗi kiloamp-giờ như một tiêu chuẩn cho đến khi tỷ lệ chính xác hơn cho các hoạt động cụ thể được thiết lập. Chất làm mềm 331A, thông qua việc san lấp mặt bằng để có được lớp phủ đồng nhất sau đó được chấp nhận mạ niken bóng. Nó là ổn định không làm hỏng sản phẩm. Chức năng chính của nó là cung cấp khả năng cân bằng và độ sáng tốt trong tất cả các dải mật độ hiện tại. Chất làm mềm Ni-331A sẽ không bị mất sau khi xử lý lõi carbon.
Chất làm phẳng Ni-331B cần được pha loãng với 2-3 lần nước và thêm đều từ toàn bộ bề mặt chất lỏng của bể, tốt nhất là một lượng nhỏ cho nhiều lần. Tỷ lệ bổ sung chung là 125 ml / KAH cho đến khi yêu cầu tỷ lệ chính xác hơn.
Bổ sung Ni-331C
Bổ sung Ni-331C nên được thêm nhiều lần với lượng nhỏ và pha loãng với nước 10 lần trước khi thêm vào bể mạ điện. Bổ sung quá nhiều sẽ làm cho lớp phủ bị căng, thiếu sẽ làm hỏng lớp phủ mịn và sáng. Liều lượng là 50 ml / KAH.
Ni- 382 Chất làm ướt
Chất làm ướt Ni-382 được sử dụng để ngăn ngừa các lỗ kim trong các bể có khuấy trộn không khí. Thông thường lượng sử dụng không vượt quá 0,2% thể tích. Chỉ sản phẩm đặc biệt này mới có thể được sử dụng trong dung dịch bán bóng của Bigley, bởi vì nhiều sản phẩm thương mại Không những không hiệu quả, mà còn lẫn tạp chất tạo ra vệt, độ bám dính kém, và làm mờ lớp phủ. Chất làm ướt Ni-382 sẽ bị tiêu hao do quá trình thực hiện, tương tác với dầu hoặc mỡ, xử lý carbon và hấp thụ cực dương ở một mức độ nhất định. Nồng độ của nó cần được kiểm tra hai lần một tuần. Chất làm ướt cần được pha loãng với 2-3 lần nước, và sử dụng một lượng nhỏ theo yêu cầu. Nếu sức căng bề mặt là 39dynes / cm hoặc nhỏ hơn, sự hiện diện của lỗ kim vẫn còn, chất làm ướt thêm vào cũng vô ích, vấn đề này có thể là do làm sạch bẩn hoặc ô nhiễm hữu cơ, các tạp chất đó phải là Carbon hoạt tính để loại bỏ.
Copper control
Do lớp phủ niken bán bóng có khả năng kém, đồng thường được thông qua Khoa học hòa tan được đưa vào bồn tắm. Nước loại bỏ rác rất hiệu quả để kiểm soát đồng. Lưu ý: Thêm quá nhiều sẽ làm giảm khả năng chống ăn mòn.
nhiệt độ
Nhiệt độ tối ưu là 54-60 độ.] C. Nhiệt độ cao có thể làm cho lớp sơn phủ sẫm màu, không đồng đều; nhiệt độ thấp có thể làm cho khu vực hiện tại bị cháy, tối.
Giá trị PH hoạt động (tối đa 4,0)
Giá trị PH tối ưu của bồn tắm là 3,8, kích thước tùy thuộc vào bồn tắm có độ tinh khiết và hình dạng thành viên mạ. Là sự xuất hiện trơn tru nhất đủ điều kiện và tính chất bôi trơn, phải làm cho có thể gần với phạm vi hoạt động cao của các điều kiện của hành động tiếp theo. PH của các tàu phát hiện (mỗi tàu. 8 nhỏ khi) ít nhất hai lần. Giá trị PH có thể được thêm vào axit sulfuric loãng 10% giảm, hoặc đổ đầy cacbonat của niken vào bộ lọc tăng đến PH cao. Giá trị PH thấp (<3,5 = gây ra sự không đồng đều của lớp phủ, độ nhám đồng đều, mờ và lớp phủ; Giá trị PH cao (> 4,0) của vỏ, lớp phủ có màu xám. Nếu thời gian định trước được thêm chất làm sáng không thể giữ lớp mạ sáng, sẽ phát hiện giá trị PH. Không sử dụng amoniac, hydrogen peroxide, natri cacbonat hoặc natri để điều chỉnh giá trị PH.
Anode & Anode Bag
Trên giỏ cực dương titan của điện phân S - Bóng niken và R & lt - Bóng niken là được sử dụng rộng rãi và có hiệu suất tốt. Tương tự như vậy, cực dương niken loại gói lá cacbon có thể thu được kết quả rất khả quan. Phù hợp Có thể áp dụng thành công cực dương niken loại adze áp suất tương tự. lựa chọn tốt hơn. Bởi vì cực dương không được bọc. Có đảm bảo không xuất hiện lớp mạ thô không, tất cả các loại cực dương Ni phải được bọc (ngoại trừ cực dương phụ liên quan đến mạ giá và thùng). Nên sử dụng loại 10-12 ounce túi len bông để w rap khối điện phân trong túi cực dương hoặc giỏ titan.
Các vật liệu dệt thích hợp khác như nylon và PP là phù hợp và có thể kéo dài hơn so với túi cotton. Khi sử dụng bóng S Ni khi, rọ cực dương titan được bọc lại. Túi vải thô cotton dày một lớp hoặc hai lớp, không rò rỉ nhưng co lại sau khi giặt, có thể hoạt động tốt. Sử dụng các loại vải tổng hợp cho chất liệu áo khoác bên ngoài, chẳng hạn như nylon hoặc PP và túi có lót vải.
Stir
là kết quả mối nối tốt nhất, đặc biệt nên sử dụng phương án khuấy tốt. Khuấy mật độ dòng điện không quá cao khi mạ càng tốt, nhưng đối với mật độ dòng điện rộng thu được thì lớp mạ sáng đồng đều cũng rất quan trọng. không khí kích động. Không khí và dầu không được là chất ô nhiễm thể rắn, do đó phải có quạt gió áp suất thấp. Đề nghị đầu vào máy thổi với bộ lọc đường cấp khí. Thiết bị lọc sẽ bị tắc nghẽn, cần được làm sạch định kỳ để đảm bảo cung cấp đủ không khí, khuấy trộn không khí phải điều chỉnh khuấy định hướng mạnh mẽ. Chúng tôi đặc biệt khuyến nghị rằng hệ thống khuấy trộn không khí và các thiết bị phụ trợ để khuấy trộn không khí nên được Bigley kiểm tra trước khi bơm dung dịch vào bể chứa.
filter
Bath để lọc liên tục là cần thiết. Nó có thể loại bỏ các hạt lơ lửng (chẳng hạn như hydroxit sắt, cacbon, bụi, v.v.) và một số chất gây ô nhiễm không thể tránh khỏi.
Khắc phục sự cố:
problemthe reasonolution
1. Làm mờ ở vùng thấp1. Ô nhiễm đồng
2.PH> 4.01. Sử dụng nước khử nhiễm hoặc điện phân theo .3ASD
2. PH giảm xuống còn 3,8-4,0
2. Ô nhiễm lưu huỳnh Chống ăn mòn trong nhà Loại bỏ các nguồn ô nhiễm lưu huỳnh
3. Lớp phủ giòn 1. Chất bổ sung quá cao
2. Ô nhiễm hữu cơ1. Ngừng bổ sung chất bổ sung
2. Tiến hành xử lý cacbon hoặc thuốc tím
4. Độ bám dính kém giữa niken bán bóng và niken bóng Quá trình cải tiến Niken bóng - của niken bóng được mạ trực tiếp. (Chưa rửa)
5. Khung ngang thô1. Lọc không đủ
2. túi anot bị hư hỏng1. Tăng cường lọc
2. Thay túi cực dương khác
6. Ở giữa vùng mật độ dòng điện có trường hợp màu xanh lam đến nguyên tử Tắm niken bóng hơn một lượng vào khe niken bóng Chảy qua tuần hoàn lọc cacbon
cảnh báo:
Biện pháp phòng ngừa thông thường
Đối với thứ tự của mạ niken nhiều lớp, tốt nhất nên chuyển trực tiếp niken bán bóng sang dung dịch mạ niken tiếp theo mà không cần rửa. Ngoài ra, một điều khá quan trọng là khi sử dụng Niken bán bóng Begley, tránh để bể niken khác Các chất phụ gia trong dung dịch vào bể. Nếu một lượng rất nhỏ chất tạo bóng chứa lưu huỳnh được đưa vào bể, giá trị bảo vệ được xác định bằng thử nghiệm ăn mòn gia tốc sẽ bị giảm. Vì vậy, tất cả các biện pháp phải được thực hiện để ngăn không cho các bể niken khác đi qua Cao su, máy bơm, bộ lọc, bể chứa và bắn từ bể này sang bể khác. để tránh vô tình mạ. Chất này cần được loại bỏ hoàn toàn trong quá trình làm sạch và rửa nước tiếp theo. Cần tránh tạo màng trong quá trình rửa bằng nước và rửa trôi axit. Bất kỳ sự xuất hiện của dầu rửa trôi axit phải được loại bỏ ngay lập tức hoặc xả nước trong bồn tắm, rửa sạch bằng nước và tẩy rửa phải được cập nhật thường xuyên thay đổi. Chúng sẽ hòa tan bể nhiễm bẩn, nên việc loại bỏ nhanh chóng các cặp khuôn đúc kẽm là đặc biệt quan trọng.
Trước khi mạ niken, dung dịch mạ đồng phải được duy trì trong tình trạng tốt, đặc biệt là lớp mạ đồng có phụ gia thuốc nhuộm kém sẽ làm cho lớp mạ niken bị thô, cháy, hoặc lớp mạ đồng có hạt sẽ làm cho lớp mạ niken có hiện tượng hai mặt cắt.
Điều quan trọng là bộ phận mạ đi vào dung dịch mạ nhanh chóng, và dòng điện không được ngắt trong quá trình lớp mạ.
Nước amoniac và muối amoniac không dễ loại bỏ nếu chúng xâm nhập vào, vì vậy chúng phải được ngăn không cho vào bể niken.
Tránh nhiễm axit crom vào khe niken. Nó làm cho lượng tiêu thụ tăng lên, lớp phủ tối màu, lớp phủ giòn và phồng rộp của hầu hết các nắp phía sau cũng sản xuất không đủ. Nếu dùng niken và crom để treo cùng một khung thì khung treo phải sửa chữa tình trạng tốt để tránh dịch crom vào giá treo tạo bọt và nứt vỡ ảnh hưởng xấu. Giá đỡ mạ hoàn thành sau khi thành viên lớp phủ từ móc được lấy ra khỏi kệ, loại bỏ dung dịch. trong giá treo giá đỡ mạ trước khung treo thành viên Xả kỹ.
Trong Ni- 331. (không chứa lưu huỳnh) niken, bể chứa là một dung dịch có tính axit. Khi xử lý niken sunfat và axit, phải sử dụng các biện pháp bảo vệ an toàn, chẳng hạn như kính bảo hộ, găng tay cao su và các sản phẩm bảo vệ an toàn khác. Trong thời gian mổ rãnh, miệng, da, mắt phải tránh tiếp xúc với bụi, hít phải khói, da, mắt khi bị chất lỏng bắn vào, phải rửa sạch bằng nước ngay và đưa ngay đến bệnh viện để điều trị. mắt phải dùng nước lạnh sạch đấm liên tục Sin đạt 20 Fenzhong trở lên.
.Remove the grease, oil and burr mixture on the plated parts and in the solution to avoid accidental plating . This substance should be completely removed during cleaning and subsequent water washing. Film formation during water washing and acid leaching should be avoided . Any occurrence of acid leaching oil should be immediately removed or bath drained, washed with water, and pickling should be updated regularly change .
Drop hanger on the allowed material in the plating tank bottom deposition . They will dissolve contamination bath, should make fast to the removal of the pair of zinc die casting is particularly important.
Before nickel plating, the copper plating solution must be maintained in good condition, especially the copper plating with poor dye additives will cause the nickel plating to be rough, burnt, or grained copper plating will cause the nickel plating to have a two-section phenomenon.
It is important that the plating parts enter the plating solution quickly, and the current cannot be interrupted during the plating.
Ammonia water and ammonia salt are not easy to remove if they enter, so they must be prevented from entering the nickel tank.
Avoid chromium acid contamination of nickel slot. It produces consumption increases, dark coating , the coating brittle and blistering of the most rear cover also produce insufficient. If the nickel and chromium used to hang the same frame, the hanging frame must repair status good to avoid chromium fluid into hanging holder plating foaming at and cracks adversely affect . rack plating finished after the coating member from the hook is removed shelves, knocked off the solution. in the hanging shelf rack plating before the member hanging frame Thoroughly flush.
In the Ni- 331 . ( sulfur-free ) nickel process, the storage tank is an acidic solution. When handling nickel sulfate and acid , safety protection measures must be used , such as safety goggles , rubber gloves and other safety protections products. in the grooving and operating time , mouth, skin , eye must avoid contact with dust , inhalation of smoke , skin , eyes as being splashed into the liquid , to be washed with water immediately , and immediately sent to the hospital receiving treatment . eye must use a clean cold water continuous punch Sin reached 20 Fenzhong or more long .