Produkter
Produkter









Halvbright nickel additive
Ni-331 halvlätt ljus Ni lightener
Beskrivning :
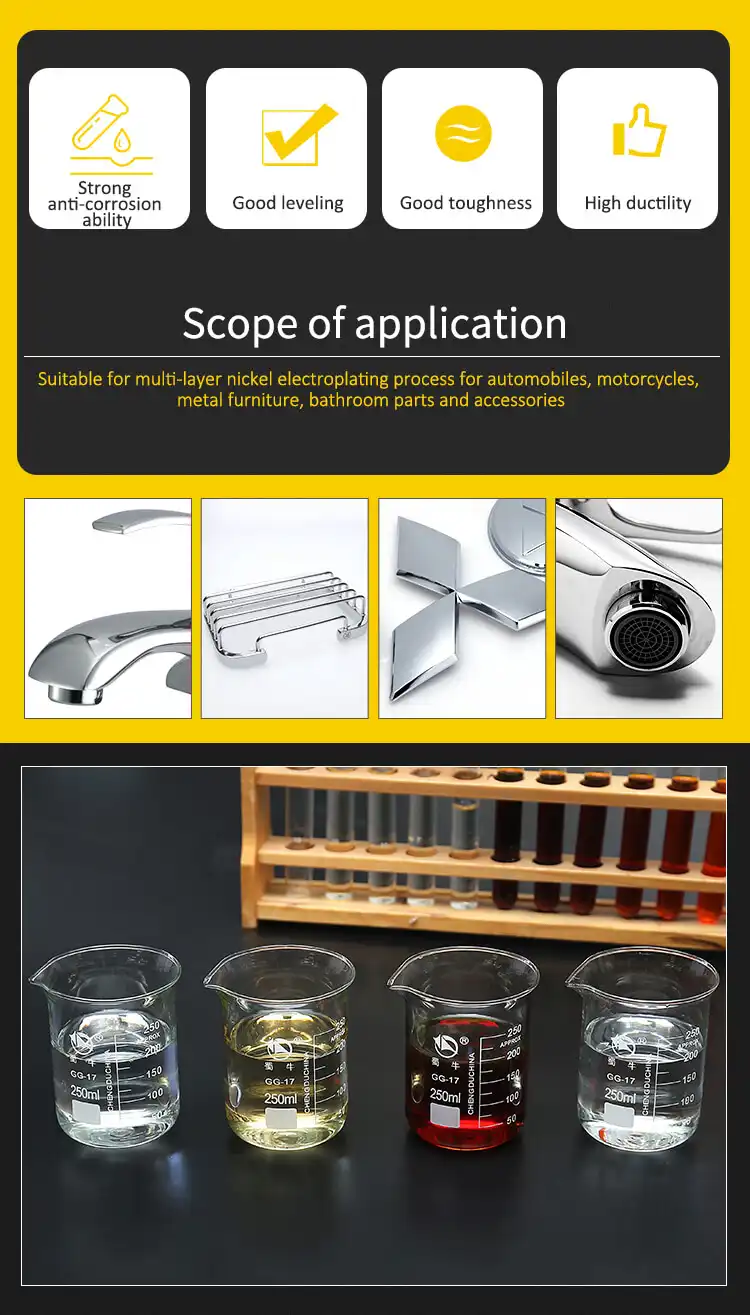
Ni -331 . En art ny svavelfri nickelpläteringsprocess, som kan ge en god duktilitet, den lätta måttligt goda fyllningen av beläggningen. Sådan förnicklingsprocess som ett flerskiktsgrundat lager, för järn- och kopparbitar, zinkpressgjutning och polerad kopparyta. Eftersom den har en måttlig beläggningstjocklek, ger denna bindande beläggning ett överlägset korrosionsskydd (särskilt i Step, CASS och Corrodkote test i). Det finns inget behov av periodisk batchrening .

Badets sammansättning (nytt bad) intervall Rekommenderat värde (den specifika dosen beror på den faktiska situationen)
Nickelsulfat225-375g/l300 g/l
Nickelklorid30.0 -37,5 g/l34,0 g/l
Borsyra41-50 g/l45 g/l
Ni -331A mjukgörare8-12 ml/L1 2 ml/L
Ni -331B utjämningsmedel0,5 - 2,5ml/L1 ml/L
Ni -331C tillägg0,25-0,5 ml/L0,25 ml/L
Ni - 382 vätmedel1-3 ml/L2 ml/L
Driftsförhållanden:
PH ( PH meter)3,6-4,0
temperature54-60 ℃
Katodströmtäthet3-8 Ampere /dm ²
Anodströmtäthet1-3 ampere / DM ²
StirKräver luftomrörning filtrerad med en låg -tryckfläkt
filterKontinuerlig filtrering genom Darco S-51 eller G-60 aktivt kol
ventilationRekommenderas för ventilation
Badsammansättning
Nickeleffekt: nickelkomponenten används bestäms nuvarande en av max. densitetsfaktor, som gör det möjligt genom en anod som hålls vid en konstant upplösning, men detta bad kan vara co Jämfört med andra typer av ineffektiva nickelspår, kräver tillsats av ett nickelsalt. Bibehåll nickelhalten. På grund av en gräns för klorhalten, rekommenderas att bibehålla hög sulfathalt av nickel så att strömdensitetsområdet så brett som möjligt .
Sulfat av nickelklorid av nickel som ska tillsättas för att komplettera och nämna ren förlust, enligt nickelförädlingsvärde och kloranalys. Det bästa sättet är att lägga till det önskade tillsatsmaterialet, försett med ett anodpåsematerial gjord av en stor påse, och den hängde i en omrörd tank som flyttade katodstaven eller gemensamt för en viss enhet för att lägga till en stor tank.
hlorine
Behålla klorhalten det finns två mycket viktiga utgångspunkter, för det första hjälper det till anodupplösning; För det andra kan det förbättra ledningseffektiviteten. Klorinhalten får dock inte överstiga 13,5 g/l (motsvarande 45 gl/L nickelklorid), annars kommer det att allvarligt skada beläggningens färg och fysikaliska egenskaper. Bästa stora klorhalt på cirka 12 g/l (motsvarande 40 g/l nickelklorid).
Borsyra
Borsyrahalten för PH-värde bibehålls, beläggning av både enhetlighet, vidhäftning och duktilitet är ganska viktigt. Den får inte vara lägre än 45 g/l. Såvida nickelhalten i den onormala hög tid , när innehållet når detta värde inte vara skadligt. Syraförbrukning på grund av ett bälte, enligt pendlingsanalysen efter add.
Ni-331A mjukgörare
Obs: av Ni-331A mjukgörare kan vara järnmetallmaterial och POP med hjälp av elektroplätering.
Ni-331A mjukgörare är avgörande för att få fina, halvljusa beläggningar. Ni-331A sköljmedel producerar inga skadliga ämnen. Genom kontinuerlig kolfiltrering blir dess förlust mycket liten. Ni-331A avhärdare späds med 2-3 gånger lika stor volym vatten och tillsätts jämnt längs hela tankens yta. Förbrukningshastigheten kan vara 25 ml per kiloamp-timme som standard tills en mer exakt hastighet för specifika operationer har fastställts. 331A mjukgörare, via genomgående utjämning för att erhålla en enhetlig beläggning accepteras därefter med blank nickelplätering. Den är stabil skadar inte produkten. Dess huvudsakliga funktion är att ge bra utjämning och ljusstyrka i alla strömtäthetsområden. Ni-331A avhärdare kommer inte att gå förlorade efter behandling med kolkärn.
Ni-331B utjämningsmedel måste spädas med 2-3 gånger vatten och tillsättas jämnt från hela vätskeytan av tanken, helst en liten mängd för flera gånger. Den allmänna tillsatshastigheten är 125 ml/KAH tills en mer exakt hastighet krävs. galvaniseringstanken. För mycket av tillägget kommer att orsaka beläggning stress, brist på kommer att skada beläggningen av slät och ljus. Doseringen är 50 ml / KAH .
Ni-382 vätmedel
Vätmedel Ni-382 används för att förhindra hål i luftomrörda tankar. Vanligtvis överstiger den använda mängden inte 0,2 volymprocent. Endast denna specialprodukt kan användas i Bigleys halvblanka lösning, eftersom många kommersiella produkter inte bara är ineffektiva, utan också föroreningar som ger ränder, dålig vidhäftning och sprödhet i beläggningen. Vätmedel Ni-382 kommer att förbrukas på grund av utförande, interaktion med olja eller fett, kolbehandling och anodabsorption till en viss grad. Dess koncentration måste testas två gånger i veckan. Vätmedlet måste spädas ut med 2-3 gånger vatten och arbeta efter behov en liten mängd. Om ytspänningen är 39dynes/cm eller mindre, är förekomsten av små hål medan de fortfarande är tillsatta vätmedel också värdelöst, detta problem kan bero på rengöring av smutsiga eller organiska föroreningar, sådana föroreningar måste vara aktivt kol för att avlägsnas.
Copper control
På grund av halvblank nickel-badtäckning dålig förmåga, är koppar ofta en genomgång av Science upplöst införd i badet. Avfallsvatten är mycket effektivt för att kontrollera koppar. Obs: För mycket tillsats minskar korrosionsbeständigheten.
temperature
Den optimala temperaturen var 54-60 grader.] C . Höga temperaturer kan orsaka mörk beläggning, ojämn; låga temperaturer kan göra att det aktuella området blir förkolnat, mörkt. Är den berättigade mest jämna utseende och smörjande egenskaper, måste göra det möjligt nära det höga driftsområdet för villkoren för nästa åtgärd. PH för att upptäcka fartyg (vart och ett . 8 små när) minst två gånger. PH-värde kan läggas till 10% utspädd svavelsyra minskat, eller fylld med filterkarbonat av ett nickel stiger till högt PH. PH låga värden ( < 3,5 = orsakar ojämnhet, jämn, matt och ytjämnhet i beläggningen; PH-värdet för den höga (> 4,0) av höljet, beläggningen grå. Om den förutbestämda tiden tillsätts kan ett vitmedel inte hålla plätering ljus, kommer att detektera PH-värdet Använd inte ammoniak, väteperoxid, natriumkarbonat eller natrium för att justera PH-värdet .
Anod & Anode Bag
På titananodkorg av elektrolytisk S - Nickel Ball och R & lt - Nickelkulor är används i stor utsträckning och och goda prestanda. Nickelanoder av kolfoliepakettyp kan likaså erhållas mycket tillfredsställande resultat. Lämplig Nickelanoder av tryck adze-typ kan med framgång appliceras. bättre val . Eftersom anoden inte är inlindad. Om garantin inte verkar grovplätering, ska alla typer av Ni-anoder lindas in (förutom rack- och fatplätering relaterad extra anod). Det rekommenderas att använda en 10-12 ounce bomullsväska till w slå elektrolytblocket i anodpåsen eller titankorgen.
Andra lämpliga vävda material som nylon och PP är lämpliga och kan hålla längre än bomullspåsar. Vid användning av S Ni-kula när , titananodkorg som ska slås in. Enkellagers eller dubbellagers tjocka bomullspåsar med grova tyger, inget läckage, men krympt efter tvätt, kan prestera bra. Använd syntetiska tyger för ytterjackans material, såsom nylon eller PP och en luddfodrad påse. Att röra inte så hög strömtäthet vid plätering som möjligt, men också för det breda strömtäthetsområdet som erhålls, är det också viktigt med ett enhetligt ljust pläteringslager. luftomrörning. Luft och olja får inte vara en fast kropp föroreningar, så måste en lågtrycksfläkt. Rekommenderar fläktinloppet till luftmatningsledningens filter. Filteranordningen skulle blockeras, bör rengöras regelbundet för att säkerställa tillräcklig lufttillförsel, luftomrörning måste korrigera kraftig orientering omrörning. Vi rekommenderar starkt att luftomrörningssystemet och hjälputrustningen för luftomrörning inspekteras av Bigley innan lösningen pumpas in i tanken.
filter
Bad för kontinuerlig filtrering är nödvändigt. Det kan ta bort suspenderade partiklar (som järnhydroxid, kol, damm, etc.) och vissa oundvikliga föroreningar.
Felsökning:
problemthe reasonsolution
1. Dim i det låga området1. Kopparförorening
2.PH >4.01. Använd dekontamineringsvatten eller elektrolys under .3ASD
2. PH reducerades till 3,8-4,0
2. SvavelföroreningDålig korrosionsbeständighet Eliminera svavelföroreningskällor
3. Beläggningen är skör1. Tilläggen är för höga
2. Organiska föroreningar1. Sluta lägga till kosttillskott
2. Utför kol- eller kaliumpermanganatbehandling
4. Dålig vidhäftning mellan halvblank nickel och blank nickelFelaktig process Halvblank nickel- av det direktpläterade blanka nickelet . (Ej tvättad)
5. Grov horisontell ram1. Otillräcklig filtrering
2. anodpåsar skadade1. Förstärk filtreringen
2. Mer byta anodpåse
6. Mellan den elektriska strömdensitetsregionen har det blå till finfördelade fallet Halvblankt nickelbad över en mängd in i det glansiga nickelspåret. Passera genom kolfiltreringscirkulationen
caveat:
Normala försiktighetsåtgärder
flerskiktsförnickling är det bäst att överföra det halvblanka nickelet direkt till nästa förnicklingslösning utan tvättning. Dessutom är det ganska viktigt att när du använder Begley halvblank nickel, förhindra att andra nickeltankar Tillsatserna i lösningen kommer in i tanken. Om en mycket liten mängd svavelhaltigt glansmedel förs in i tanken kommer skyddsvärdet som bestämts av det accelererade korrosionstestet att reduceras. Därför måste alla åtgärder vidtas för att förhindra att andra nickelbad passerar gummi, pumpar, filter, lagringstankar och stänk från en tank till en annan.
.Ta bort fett, olja och gradblandningar på de pläterade delarna och i lösningen för att undvika oavsiktlig plätering. Detta ämne bör avlägsnas helt under rengöring och efterföljande vattentvätt. Filmbildning vid vattentvätt och syrautlakning bör undvikas. Alla förekomster av sur lakolja ska omedelbart avlägsnas eller tömmas i badet, tvättas med vatten, och betningen ska uppdateras regelbundet. Byt ut .
Släpp hängare på det tillåtna materialet i pläteringstankens bottenavlagring. De kommer att lösa upp föroreningsbad, bör göra snabbt borttagningen av paret av zink pressgjutning är särskilt viktigt. orsaka att nickelplätering blir grov, bränd eller kornig kopparplätering kommer att göra att nickelplätering har ett tvåsektionsfenomen. plätering.
Ammoniakvatten och ammoniaksalt är inte lätta att ta bort om de kommer in, så de måste förhindras från att komma in i nickeltanken.
Undvik kromsyrakontamination av nickelslitsen. Det ger förbrukningsökningar, mörk beläggning , beläggningen spröd och blåsor på det bakre höljet producerar också otillräckligt. Om nickel och krom används för att hänga samma ram, måste den hängande ramen reparera status bra för att undvika att kromvätska i hängande hållarplätering skummar vid och sprickor påverkar negativt. rack plätering klar efter att beläggningselementet från kroken har tagits bort hyllor, slås av lösningen. i den hängande hyllan ställplätering före stavens hängande ram Skölj noggrant.
I Ni- 331 . ( svavelfri ) nickelprocess, lagringstanken är en sur lösning. Vid hantering av nickelsulfat och syra måste säkerhetsskyddsåtgärder användas, såsom skyddsglasögon, gummihandskar och andra skyddsprodukter. i räfflor och operationstid, mun, hud, öga måste undvika kontakt med damm, inandning av rök, hud, ögon som stänks in i vätskan, tvättas omedelbart med vatten och omedelbart skickas till sjukhuset för behandling. ögat måste använda ett rent kallt vatten kontinuerlig punch Sin nått 20 Fenzhong eller mer lång.
2. More changing anode bag
6. In between the electric current density region has the blue to atomized caseSemi-gloss nickel- bath over an amount into the gloss nickel slotPass through the carbon filtration re- circulation
caveat:
Normal precautions
For the order of multi-layer nickel plating, it is best to transfer the semi-gloss nickel directly to the next nickel plating solution without washing. In addition, it is quite important that when using Begley semi-gloss nickel, prevent other nickel tanks The additives in the solution enter the tank. If a very small amount of sulfur-containing gloss agent is brought into the tank, the protection value determined by the accelerated corrosion test will be reduced. Therefore, all measures must be taken to prevent other nickel baths from passing Rubber, pumps, filters, storage tanks and splashes from one tank to another.
.Remove the grease, oil and burr mixture on the plated parts and in the solution to avoid accidental plating . This substance should be completely removed during cleaning and subsequent water washing. Film formation during water washing and acid leaching should be avoided . Any occurrence of acid leaching oil should be immediately removed or bath drained, washed with water, and pickling should be updated regularly change .
Drop hanger on the allowed material in the plating tank bottom deposition . They will dissolve contamination bath, should make fast to the removal of the pair of zinc die casting is particularly important.
Before nickel plating, the copper plating solution must be maintained in good condition, especially the copper plating with poor dye additives will cause the nickel plating to be rough, burnt, or grained copper plating will cause the nickel plating to have a two-section phenomenon.
It is important that the plating parts enter the plating solution quickly, and the current cannot be interrupted during the plating.
Ammonia water and ammonia salt are not easy to remove if they enter, so they must be prevented from entering the nickel tank.
Avoid chromium acid contamination of nickel slot. It produces consumption increases, dark coating , the coating brittle and blistering of the most rear cover also produce insufficient. If the nickel and chromium used to hang the same frame, the hanging frame must repair status good to avoid chromium fluid into hanging holder plating foaming at and cracks adversely affect . rack plating finished after the coating member from the hook is removed shelves, knocked off the solution. in the hanging shelf rack plating before the member hanging frame Thoroughly flush.
In the Ni- 331 . ( sulfur-free ) nickel process, the storage tank is an acidic solution. When handling nickel sulfate and acid , safety protection measures must be used , such as safety goggles , rubber gloves and other safety protections products. in the grooving and operating time , mouth, skin , eye must avoid contact with dust , inhalation of smoke , skin , eyes as being splashed into the liquid , to be washed with water immediately , and immediately sent to the hospital receiving treatment . eye must use a clean cold water continuous punch Sin reached 20 Fenzhong or more long .