Produkter
Produkter









Halvlys nikkeladditiv
Ni-331 semi-let lys Ni-blankemiddel
Beskrivelse :
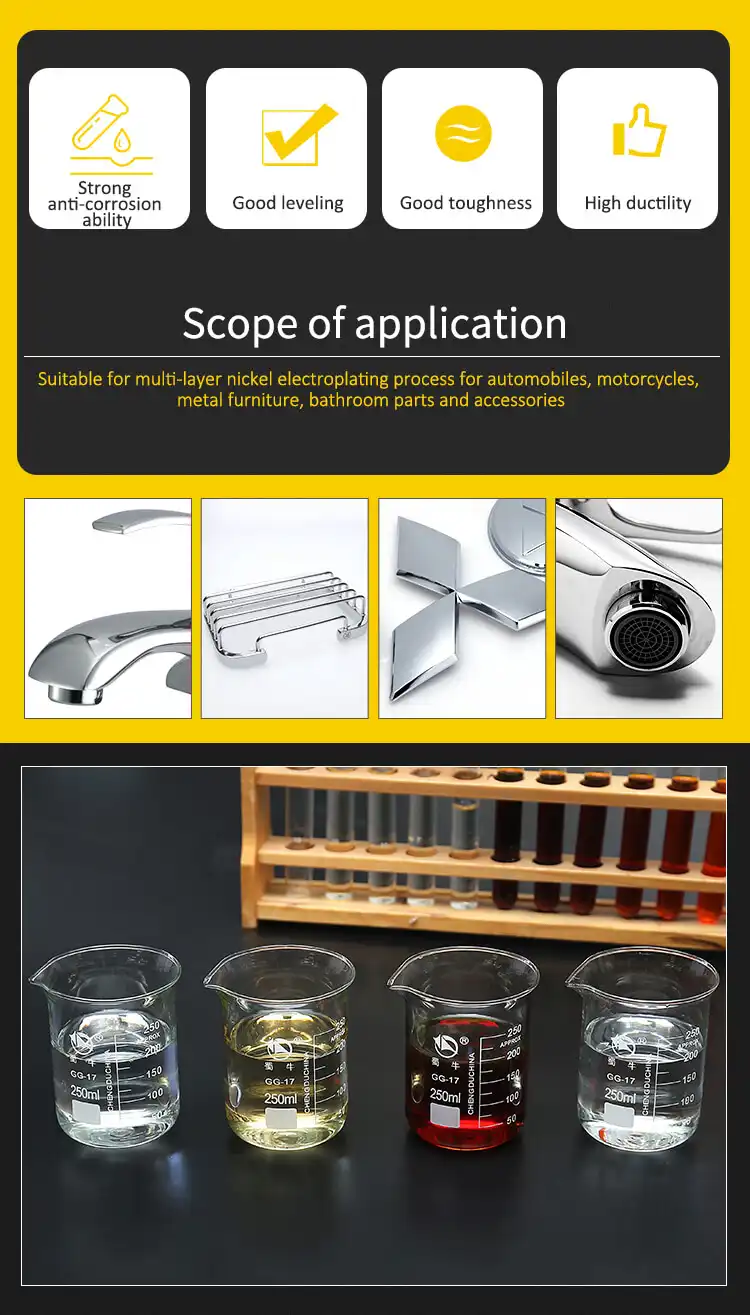
Ni -331 . En art ny svovlfri nikkelbelægningsproces, som kan give en god duktilitet, den lette moderat, gode fyldning af belægningen. Sådan nikkelbelægningsproces som et flerlags grundet lag, til jern- og kobberstykker, zinkstøbning og poleret kobberoverflade. Fordi den har en moderat belægningstykkelse, giver denne bindende belægning overlegen korrosionsbeskyttelse (især i Step, CASS og Corrodkote test i). Der er ikke behov for periodisk batchrensning .

Sammensætning af bad (nyt bad) område Anbefalet værdi (den specifikke dosering afhænger af den faktiske situation)
Nikkelsulfat225-375g/l300 g/l
Nikkelklorid30.0 -37,5 g/l34,0 g/l
Borsyre41-50 g/l45 g/l
Ni -331A blødgøringsmiddel8-12 ml/L1 2 ml/L
Ni -331B udjævningsmiddel0,5 - 2,5ml/L1 ml/L
Ni -331C supplement0,25-0,5 ml/L0,25 ml/L
Ni - 382 befugtningsmiddel1-3 ml/L2 ml/L
Driftsbetingelser:
PH ( PH meter)3,6-4,0
temperature54-60 ℃
Katodestrømtæthed3-8 Ampere /dm ²
Anodestrømtæthed1-3 ampere / DM ²
StirKræver luftomrøring filtreret med en lav -trykblæser
filterKontinuerlig filtrering gennem Darco S-51 eller G-60 aktivt kul
ventilationAnbefalet til ventilation
Badesammensætning
Nikkeleffekt: den anvendte nikkelkomponent bestemmes aktuel en af maksimum tæthedsfaktor, som gør det muligt gennem en anode, der holdes ved en konstant opløsning, dog kan dette bad være co sammenlignet med andre typer nikkel-rille ineffektive, kræver tilsætning af et nikkelsalt. Oprethold nikkelindholdet. På grund af en grænse for klorindholdet anbefales det at opretholde et højt nikkelsulfat, så strømtætheden er så bredt som muligt. nikkeltilvækst og kloranalyse. Den bedste måde er at tilføje det ønskede tilføjelsesmateriale, udstyret med et anodeposemateriale lavet af en stor pose, og det hang i en omrørt tank, der flyttede katodestangen eller fælles til en bestemt enhed for at tilføje en stor tank.
hlorine
Opretholde klorindholdet der er to meget vigtige udgangspunkter, for det første hjælper det til anodisk opløsning; For det andet kan det forbedre ledende effektivitet. Klorindholdet må dog ikke overstige 13,5 g/l (svarende til 45 gl/L nikkelchlorid), ellers vil det skade belægningens farve og fysiske egenskaber alvorligt. Bedste store klorindhold på ca. 12 g/l (svarende til 40 g/l nikkelklorid).
Borsyre
Borsyreindholdet for PH-værdi opretholdes, belægning både ensartethed, adhæsion og duktilitet er ret vigtigt. Den må ikke være lavere end 45 g/l. Medmindre nikkelindholdet i den unormale høje tid, når indholdet når denne værdi, ikke være skadeligt. Syreforbrug på grund af et bælte, ifølge pendlingsanalysen efter tilføjelse.
Ni-331A blødgøringsmiddel
Bemærk: af Ni-331A blødgøringsmiddel kan være jernmetalmateriale og POP ved hjælp af galvanisering.
Ni-331A blødgøringsmiddel er afgørende for at opnå fine, halvlyse belægninger. Ni-331A skyllemiddel producerer ikke skadelige stoffer. Gennem kontinuerlig kulfiltrering vil dets tab være meget lille. Ni-331A blødgøringsmiddel fortyndes med 2-3 gange den samme mængde vand og tilsættes jævnt langs hele tankens overflade. Forbrugshastigheden kan være 25 ml pr. kiloamp-time som standard, indtil der er etableret en mere nøjagtig hastighed for specifikke operationer. 331A blødgøringsmiddel, via gennemnivellering for at opnå en ensartet belægning, accepteres efterfølgende glansfornikling. Den er stabil, beskadiger ikke produktet. Dens hovedfunktion er at give god nivellering og lysstyrke i alle strømtæthedsområder. Ni-331A blødgøringsmiddel vil ikke gå tabt efter kulstofbehandling.
Ni-331B nivelleringsmiddel skal fortyndes med 2-3 gange vand og tilsættes jævnt fra hele væskeoverfladen af tanken, helst en lille mængde for flere gange. Den generelle tilsætningshastighed er 125 ml/KAH, indtil der kræves en mere nøjagtig hastighed. galvaniseringstanken. For meget af tilskuddet vil forårsage belægningen stress, mangel på vil skade belægningen af glat og lyse. Doseringen er 50 ml / KAH .
Ni-382 befugtningsmiddel
Befugtningsmiddel Ni-382 bruges til at forhindre huller i luft-omrørte tanke. Normalt overstiger den anvendte mængde ikke 0,2 volumenprocent. Kun dette specielle produkt kan bruges i Bigleys halvblanke opløsning, fordi mange kommercielle produkter ikke kun er ineffektive, men også urenheder, der producerer striber, dårlig vedhæftning og skørhed af belægningen. Befugtningsmiddel Ni-382 vil blive forbrugt på grund af udførelse, interaktion med olie eller fedt, kulstofbehandling og anodeabsorption til en vis grad. Dens koncentration skal testes to gange om ugen. Befugtningsmiddel skal fortyndes med 2-3 gange vand, og arbejde efter behov en lille mængde. Hvis overfladespændingen er 39dynes/cm eller mindre, er tilstedeværelsen af små huller, mens de stadig er tilsat befugtningsmiddel, også nytteløst, dette problem kan skyldes rengøring af snavset eller organisk forurening, sådanne urenheder skal være aktivt kul for at fjerne.
Kobber control
På grund af halvglans nikkel-badets dårlige evne, er kobber ofte en gennemstrømning af Science opløst indført i badet. Vand til fjernelse af affald er meget effektivt til at kontrollere kobber. Bemærk: For meget tilsætning vil reducere korrosionsbestandigheden.
temperature
Den optimale temperatur var 54-60 grader.] C . Høje temperaturer kan forårsage mørk belægning, ujævn; lave temperaturer kan forårsage, at det aktuelle område bliver forkullet, mørkt. Er den berettigede mest glatte udseende og smørende egenskaber, skal gøre det muligt tæt på det høje driftsområde af betingelser for den næste handling. PH af detektering skibe (hver .8 små når) mindst to gange. PH værdi kan lægges til 10% fortyndet svovlsyre reduceret, eller fyldt med filter carbonat af en nikkel stige til høj PH. Lave PH-værdier (<3,5 = forårsager belægningens ujævnhed, ensartet, mat og belægningruhed; PH-værdien af den høje (>4,0) af sagen, belægningen grå. Hvis den forudbestemte tid tilsættes, kan et glansmiddel ikke holde belægningen lys, vil detektere PH-værdien. Brug ikke ammoniak, hydrogenperoxid, natriumcarbonat eller natrium til at justere PH-værdien .
Anode & Anode Bag
På titaniumanodekurv med elektrolytisk S - Nickel Ball og R & lt - Nikkelkugler er udbredt, og og god ydeevne Carbonfolie pakketype nikkelanoder kan ligeledes opnås meget tilfredsstillende resultater Egnet Tryk adze type nikkel anoder samme kan anvendes med succes. bedre valg. Fordi anoden ikke er pakket ind. Hvis garantien ikke ser grov ud, skal alle typer Ni-anode pakkes ind (undtagen hjælpeanode relateret til stativ og tøndebelægning). Det anbefales at bruge en 10-12 ounce vat taske til w bank den elektrolytiske blok i anodeposen eller titanium kurven.
Andre egnede vævede materialer såsom nylon og PP er velegnede og kan holde længere end bomuldsposer. Når du bruger S Ni kugle, når , titanium anode kurv skal pakkes ind. Enkeltlags eller dobbeltlags tykke bomuldsposer af grov klud, ingen lækage, men krympet efter vask, kan yde god ydeevne. Brug syntetiske stoffer til det ydre jakkemateriale, såsom nylon eller PP og en fnugforet pose. Det er også vigtigt at omrøre ikke så høj strømtæthed ved plettering, som det er muligt, men også for det brede strømtæthedsområde, der opnås, er ensartet lyse pletteringslag også vigtigt. luft omrøring. Luft og olie må ikke være en fast krop forurenende stoffer, det samme må en lavtryksblæser. Anbefaler blæserindløbet til lufttilførselsledningsfilteret. Filter enhed ville blive blokeret, bør regelmæssigt rengøres for at sikre tilstrækkelig lufttilførsel, luft omrøring skal rette kraftig orientering omrøring. Vi anbefaler kraftigt, at luftomrøringssystemet og hjælpeudstyret til luftomrøring inspiceres af Bigley, før opløsningen pumpes ind i tanken.
filter
Bad til kontinuerlig filtrering er nødvendig. Det kan fjerne suspenderede partikler (såsom jernhydroxid, kulstof, støv osv.) og nogle uundgåelige forurenende stoffer.
Fejlfinding:
problemthe reasonsolution
1. Dæmp i det lave område1. Kobberforurening
2.PH >4.01. Brug dekontamineringsvand eller elektrolyse under .3ASD
2. PH reduceret til 3,8-4,0
2. Svovlforurening Dårlig korrosionsbestandighed Eliminer svovlforureningskilder
3. Belægningen er skør1. Tillæg er for høje
2. Organisk forurening 1. Stop med at tilføje kosttilskud
2. Udfør kulstof- eller kaliumpermanganatbehandling
4. Dårlig vedhæftning mellem halvblank nikkel og blank nikkelUkorrekt proces Halvblank nikkel- af det direkte belagte glansnikkel . (Ikke vasket)
5. Ru vandret ramme1. Utilstrækkelig filtrering
2. anodeposer beskadiget1. Styrk filtrering
2. Mere skiftende anodepose
6. Mellem den elektriske strømtæthedsregion har den blå til forstøvede sag. Halvglans nikkelbad over en mængde ind i den blanke nikkelspalte. flerlags nikkelbelægning, er det bedst at overføre det halvblanke nikkel direkte til den næste nikkelbelægningsopløsning uden vask. Derudover er det ret vigtigt, at når du bruger Begley semi-gloss nikkel, skal du forhindre andre nikkeltanke. Tilsætningsstofferne i opløsningen kommer ind i tanken. Hvis en meget lille mængde svovlholdigt glansmiddel bringes ind i tanken, vil beskyttelsesværdien bestemt ved den accelererede korrosionstest blive reduceret. Derfor skal der træffes alle forholdsregler for at forhindre, at andre nikkelbade passerer gummi, pumper, filtre, lagertanke og stænk fra en tank til en anden.
.Fjern fedt-, olie- og gratblandingen på de belagte dele og i opløsningen for at undgå utilsigtet plettering. Dette stof skal fjernes fuldstændigt under rengøring og efterfølgende vandvask. Filmdannelse under vandvask og syreudvaskning bør undgås. Enhver forekomst af syreudvaskningsolie skal straks fjernes eller drænes i badet, vaskes med vand, og bejdsning skal opdateres regelmæssigt. Skift .
Drop bøjlen på det tilladte materiale i pletteringstankens bundaflejring. De vil opløse forureningsbad, bør gøre hurtigt at fjerne det par af zink trykstøbning er særlig vigtig.
Før nikkelplettering, skal kobberbelægningsopløsningen holdes i god stand, især kobberbelægningen med dårlige farvetilsætningsstoffer vil forårsager, at nikkelbelægningen bliver ru, brændt eller kornet kobberbelægning vil bevirke, at nikkelbelægningen har et to-sektionsfænomen. pletteringen.
Ammoniakvand og ammoniaksalt er ikke nemme at fjerne, hvis de kommer ind, så de skal forhindres i at komme ind i nikkeltanken.
Undgå kromsyreforurening af nikkelspalten. Det giver forbrugsstigninger, mørk belægning, belægningen skør og blærer af den bageste dæksel producerer også utilstrækkelig. Hvis nikkel og krom bruges til at hænge den samme ramme, skal hængerammen reparere status god for at undgå, at kromvæske ind i hængende holderbelægning skummer på og revner påvirker negativt. rack plating færdig efter belægning element fra krogen er fjernet hylder, slået af opløsningen. i den hængende hyldestativbeklædning før elementets ophængningsramme Skyl grundigt.
I Ni- 331 . (svovlfri) nikkelproces, lagertanken er en sur opløsning. Ved håndtering af nikkelsulfat og syre skal der anvendes sikkerhedsforanstaltninger, såsom sikkerhedsbriller, gummihandsker og andre sikkerhedsbeskyttelsesprodukter. i rille- og operationstiden skal mund, hud, øje undgå kontakt med støv, indånding af røg, hud, øjne, som sprøjtes ind i væsken, skal straks vaskes med vand og straks sendes til hospitalet i behandling. øjet skal bruge et rent koldt vand kontinuerlig punch Sin nået 20 Fenzhong eller mere lang.
4. Poor adhesion between semi-gloss nickel and glossy nickelImproper processSemi-gloss nickel- of the directly plated gloss nickel . (Not washed)
5. Rough horizontal frame1. Insufficient filtration
2. anode bags damaged1. Strengthen filtering
2. More changing anode bag
6. In between the electric current density region has the blue to atomized caseSemi-gloss nickel- bath over an amount into the gloss nickel slotPass through the carbon filtration re- circulation
caveat:
Normal precautions
For the order of multi-layer nickel plating, it is best to transfer the semi-gloss nickel directly to the next nickel plating solution without washing. In addition, it is quite important that when using Begley semi-gloss nickel, prevent other nickel tanks The additives in the solution enter the tank. If a very small amount of sulfur-containing gloss agent is brought into the tank, the protection value determined by the accelerated corrosion test will be reduced. Therefore, all measures must be taken to prevent other nickel baths from passing Rubber, pumps, filters, storage tanks and splashes from one tank to another.
.Remove the grease, oil and burr mixture on the plated parts and in the solution to avoid accidental plating . This substance should be completely removed during cleaning and subsequent water washing. Film formation during water washing and acid leaching should be avoided . Any occurrence of acid leaching oil should be immediately removed or bath drained, washed with water, and pickling should be updated regularly change .
Drop hanger on the allowed material in the plating tank bottom deposition . They will dissolve contamination bath, should make fast to the removal of the pair of zinc die casting is particularly important.
Before nickel plating, the copper plating solution must be maintained in good condition, especially the copper plating with poor dye additives will cause the nickel plating to be rough, burnt, or grained copper plating will cause the nickel plating to have a two-section phenomenon.
It is important that the plating parts enter the plating solution quickly, and the current cannot be interrupted during the plating.
Ammonia water and ammonia salt are not easy to remove if they enter, so they must be prevented from entering the nickel tank.
Avoid chromium acid contamination of nickel slot. It produces consumption increases, dark coating , the coating brittle and blistering of the most rear cover also produce insufficient. If the nickel and chromium used to hang the same frame, the hanging frame must repair status good to avoid chromium fluid into hanging holder plating foaming at and cracks adversely affect . rack plating finished after the coating member from the hook is removed shelves, knocked off the solution. in the hanging shelf rack plating before the member hanging frame Thoroughly flush.
In the Ni- 331 . ( sulfur-free ) nickel process, the storage tank is an acidic solution. When handling nickel sulfate and acid , safety protection measures must be used , such as safety goggles , rubber gloves and other safety protections products. in the grooving and operating time , mouth, skin , eye must avoid contact with dust , inhalation of smoke , skin , eyes as being splashed into the liquid , to be washed with water immediately , and immediately sent to the hospital receiving treatment . eye must use a clean cold water continuous punch Sin reached 20 Fenzhong or more long .